Crucible Care
Inspection of Crucible
Inspect the Crucible carefully immediately offer receipt as well as before taking into use. Care should be taken that glaze protective coat do not get damaged, otherwise life will be affected.
Storage
1. Store Crucibles in a warm and dry place.
2. Store them on wooden pallets freely.
Inspection of Furnace
1. Check the condition of inside refractory lining. Uneven refractory lining in damaged form may deflect the flame and result in more heating time and fuel consumption.
2. Remove loose debris from the sides and bottom of the furnace. Ensure that no Carbon¬ deposition takes place in front of burner.
3. Check the drain hole and its flap periodically for its effectiveness.
4. Maintain proper records of fuel consumption to monitor the condition of furnace and Crucible.
5. Calibrate the thermocouples periodically.
6. Check the flame condition and its length by test firing outside.
7. Burner nozzle to be cleaned with compressed air periodically since use of hard wires might increase the nozzle aperture.
8. Quality of coke and iron grates should be checked.
9. Condition of heating elements to be checked.
10. Check the dimension of furnace for proper gap.
Installation of Crucible
It is very difficult to discuss all aspects of cares to be taken in installation of Crucibles since requirement changes with the change of furnace and change of Crucible shape. What is applicable in one case, may not be necessary in other case. Therefore it is utmost necessary to understand the purpose. Few cores described hereunder should be taken wherever necessary :
1. Stand
Stand should be used preferably of some material as that of Crucible to ensure uniform heating of the bottom of the Crucible and to minimize undesired thermal strains. Stand should confirm in diameter to the corresponding size of Crucible base in order to provide adequate support. It is recommended to have height of the stand so that the top of stand and the centre line of flame coincide with each other.
Install the stand firmly at the centre of the furnace.
The stand must have flat surface and it must be ensured that no foreign solid fragments fall between the Crucible and Stand.
In oil fired Bole-out furnace, since it is desired to rotate the Crucible every week, some non-sticky material like asbestos sheet or coke powder should be placed. Similarly it should be put in lift¬ out furnace for easy removal. Whereas it should be fixed firmly with high conducting patch in Cement in case of tilting furnace for better gripping.
2. Placement of Crucible
Place the Crucible carefully on the stand without hitting with furnace lining, etc. Locate it
centrally.
3. Grip Bricks and Expansion gaps
Required grip bricks should be placed leaving expansion gaps of about 3 mm. In case of less or: no gap, Crucible will develop crock.
Preheating
Crucible should be preheated to red hot condition before charging. Most common cause for early failure is thermal shock. Carbon-Bonded SiC Crucibles can absorb more thermal shock than Clay-Graphite Crucibles. Hence, preheating schedule should be designed suitably depending upon the following factors .
1. Whether Clay-Graphite Crucible or Silicon Carbide Crucible?
2. Whether new Crucible or Old Crucible?
3. Whether new Furnace or Old Furnace?
4. Size of Crucible?
5. Type of heating system, etc.?
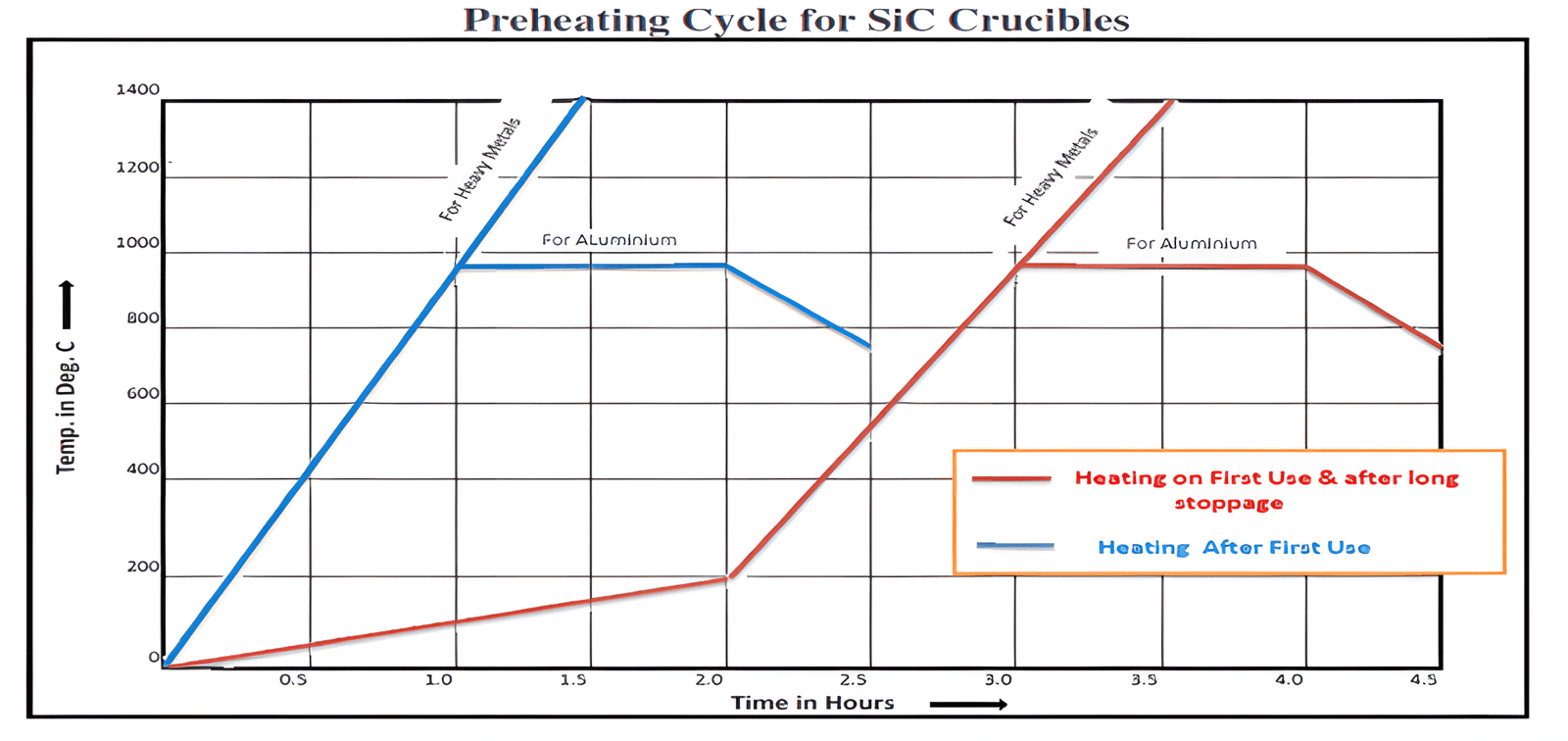
It is very important for all crucibles users to follow preheating cycle specified. Preheating cycle is
generally of 5 hours cycle and divided in two phases.
– Heating to 2000C for removal of moisture from Crucibles body
– Heating to 9000C to 9500C for glaze formation on crucibles body
Important instructions for Preheating
1. When the Crucible is to be reused after few days gap
Since Crucible through slag is likely to pick up some moisture during, the stoppage, Crucible should be preheated to 200°C in 2 hours and then to 9000C or the actual working temperature whichever is higher with full blast.
2. When a new Crucible is installed in the old f furnace
Crucible should be heated to 900°C or the actual working temperature, whichever is higher in full blast and then the material can be charged.
3. When Crucible is installed in a brand new furnace
Since furnace is new, heating-up schedule recommended by furnace manufacturer should be followed to preheat the furnace.
4. For Holding Applications
Though the holding applications might be at lower temperature in some cases, Crucible should be heated to 900°C and held for one hour. Charge the metal and bring it down to actual holding temperature.
Silicon Carbide Crucibles are protected with glazes. When the Crucible is heated to 900°C, glaze softens at this temperature and closes the hair line cracks, if any, in the glaze. If glaze is thorough and complete, life of the Crucible increases. In fact, incase of holding applications below 900°C,Crucible must be heated upto 900°C, and held for one hour at least once a week.
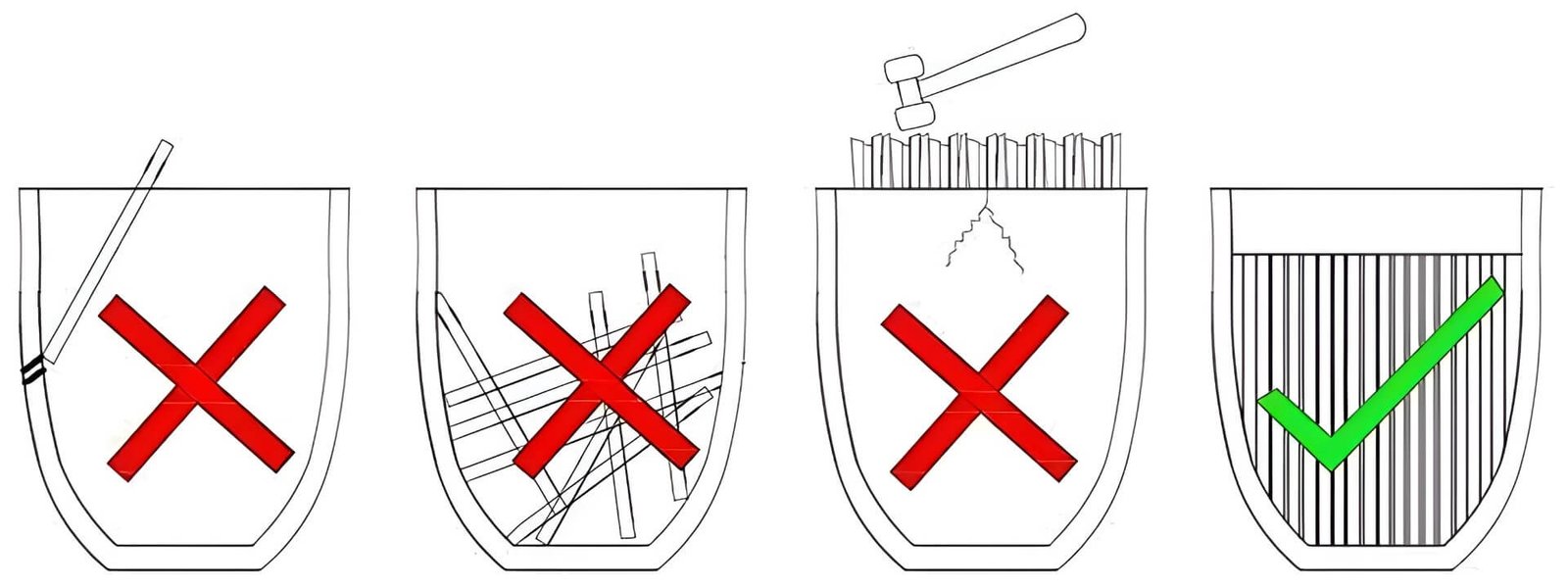
Charging
Once Crucible is red hot, first charge with light scraps. Charge solid ingots/pieces slowly and continuously. Use tongues for placing ingots vertically. Don’t pack the metals tightly. There should be sufficient place for metal to expand since metals expands almost 7times to Crucible expansion.
Don’t add the flux on the body of the Crucible.
Melting and Pouring
Maintain proper combustion ratio of Oil and Air for reduced melting time. Melt as quickly as possible. Over heating should be avoided.
Empty the Crucible as quickly as possible.
It is to be noted that continuous use of Crucible gives better performance than interrupted one. This also results in lower melting cost.
In case, there is any kind of delay between the melts, all furnace openings should be closed to avoid heat losses and also to prevent oxidation of Crucible.
Cleaning of Crucible
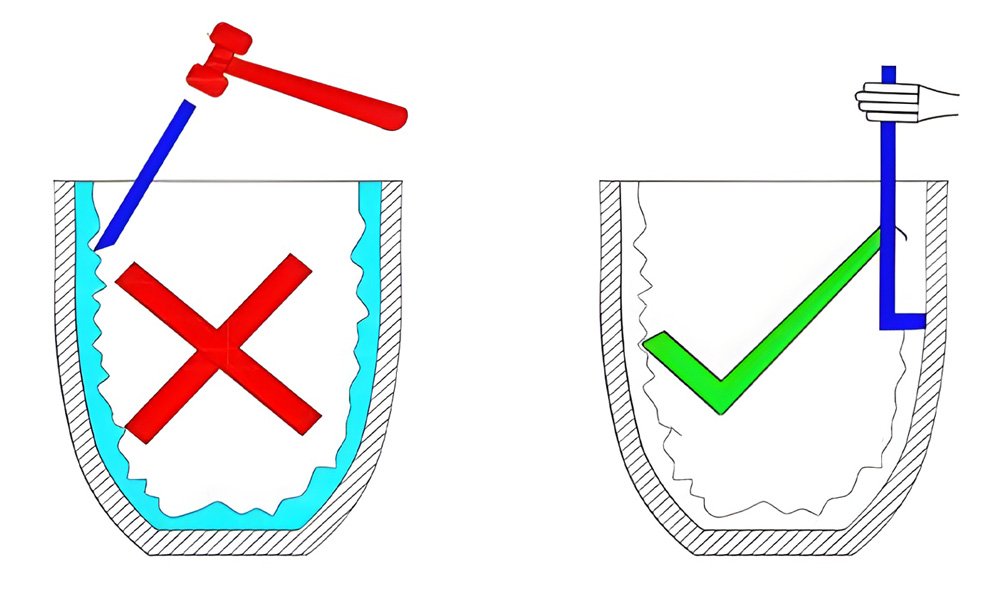
Crucible should be cleaned by scraping between the melts in red hot condition. This should be done quickly and carefully. In case slag/dross is not cleaned, it results in :
a) Faster thinning of Crucible wall
b) Reducing the over all Crucible life
c) Reduction in Crucible’s capacity
d) Reduced heat transfer and increase in heating time
e) Premature failure of Crucible due to differential thermal expansion. It is to be noted
f) that dross/oxide expands approximately 5 times to Crucible and,
g) More gas formation in the melt since some dross readily absorb moisture resulting in gas pick up.